הנחיות לשימוש בהלחמה עופרת ונטולת עופרת
1. הרעיון של הלחמת לוח המעגלים
2. סוגי הלחמת לוח המעגלים והיישומים שלהם
3. אפשרויות הלחמה של לוח מעגלים: הלחמת עופרת לעומת הלחמה ללא עופרת
4. ניתוח השוואתי מעמיק של לוחות עופרת ונטולי עופרת
5. בחירת הלחמה הכוללת בריאות וסביבה של האדם
6. יישום מעשי: הלחמת עופרת לעומת הלחמה ללא עופרת
7. ההשפעה של הלחמה עופרת וללא עופרת על סוגים שונים של הלחמה
8. אמצעי בטיחות
9. מסקנה
1. הרעיון של הלחמת לוח המעגלים

2. סוגי הלחמת לוח המעגלים והיישומים שלהם
3. אפשרויות הלחמה של לוח מעגלים: הלחמת עופרת לעומת הלחמה ללא עופרת

4. ניתוח השוואתי מעמיק של לוחות עופרת ונטולי עופרת
4.1 הלחמה ללא עופרת
4.2 הלחמה מובילה
5. בחירת הלחמה הכרוכה בבריאות האדם והסביבה
6. יישום מעשי: הלחמת עופרת לעומת הלחמה ללא עופרת
7. ההשפעה של הלחמה עופרת וללא עופרת על סוגים שונים של הלחמה
8. אמצעי בטיחות
9. מסקנה
עלינו
ALLELCO LIMITED
קרא עוד
חקירה מהירה
אנא שלח בירור, נגיב מייד.
סוגים שונים של קבלים בטכנולוגיה אלקטרונית
ב- 2024/01/18

מדריך פוטנציומטרים גוזם: סידורי סיכות, עקרונות פעולה, שימושים ותצורות
ב- 2024/01/16
פוסטים פופולריים
-
מה זה GND במעגל?
ב- 1970/01/1 3272
-

מדריך מחברים RJ-45: RJ-45 קודי צבע מחבר, תוכניות חיווט, יישומי R-J45, גיליון נתונים RJ-45
ב- 1970/01/1 2815
-
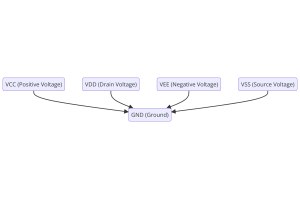
הבנת מתחי אספקת חשמל ב- Electronics VCC, VDD, VEE, VSS ו- GND
ב- 0400/11/20 2640
-

סוגי מחברי סיבים: SC לעומת LC ו- LC לעומת MTP
ב- 1970/01/1 2265
-

השוואה בין DB9 ל- RS232
ב- 1970/01/1 1882
-

מהי סוללת LR44?
חשמל, אותו כוח בכל מקום, מחלחל בשקט כל היבט בחיי היומיום שלנו, מגאדג'טים טריוויאליים ועד ציוד רפואי מסכן חיים, הוא ממלא תפקיד שקט.עם זאת, באמת לתפוס את האנרגיה הזו, במיוחד כיצד לאחסן ולהפוך אותה ביעילות, זו לא משימה קלה.זה ע...ב- 1970/01/1 1846
-
הבנת היסודות: התנגדות השראות, וציון
בריקוד המורכב של הנדסת חשמל, שלישיית אלמנטים בסיסיים עולה במרכז הבמה: השראות, התנגדות וקיבול.כל אחת מהן נושאת תכונות ייחודיות המכתיבות את המקצבים הדינמיים של מעגלים אלקטרוניים.כאן אנו יוצאים למסע לפענוח המורכבות של רכי...ב- 1970/01/1 1807
-
מה זה RF ולמה אנו משתמשים בזה?
טכנולוגיית תדר רדיו (RF) היא חלק מרכזי בתקשורת אלחוטית מודרנית, המאפשרת העברת נתונים למרחקים ארוכים ללא חיבורים פיזיים.מאמר זה מתעמק ביסודות ה- RF, ומסביר כיצד קרינה אלקטרומגנטית (EMR) מאפשרת תקשורת RF.נחקור את עקרונות ה- EMR, את...ב- 1970/01/1 1801
-

מדריך מקיף של CR2430 סוללה: מפרט, יישומים והשוואה לסוללות CR2032
מהי סוללת CR2430?היתרונות של סוללות CR2430נוֹרמָהיישומי סוללה CR2430CR2430 שווה ערךCR2430 לעומת CR2032גודל CR2430 סוללהמה לחפש בעת קניית CR2430 ושוויוןגיליון נתונים PDFשאלות נפוצות סוללות הן לבם של מכשירים אלקטרוניים קטנים.בין הסוגים הרבים הק...ב- 1970/01/1 1799
-
מדריך מקיף ל- HFE בטרנזיסטורים
טרנזיסטורים הם רכיבים מכריעים במכשירים אלקטרוניים מודרניים, המאפשרים הגברה ובקרה של אות.מאמר זה מתעמק בידע סביב HFE, כולל כיצד לבחור ערך HFE של טרנזיסטור, כיצד למצוא HFE ורווח של סוגים שונים של טרנזיסטורים.באמצעות חקירתנו ב- ...ב- 5600/11/20 1782
מספר חלק חם
-
GRM21B7U1A823JA01L
Murata Electronics
CAP CER 0.082UF 10V U2J 0805
LT1529IQ#PBF
Analog Devices Inc.
IC REG LINEAR POS ADJ 3A 5DDPAK
SP6661EU-L
MaxLinear, Inc.
IC REG CHARGE PUMP INV 8MSOP
P6SMB11CA
Eaton - Electronics Division
TVS DIODE 9.4VWM 15.6VC SMB
VI-2NZ-CX
Vicor Corporation
DC DC CONVERTER 2V 15W
LTC4231IMS-1#PBF
Analog Devices Inc.
IC HOT SWAP CTRLR GP 12MSOP
FAN23SV10MMPX
onsemi
IC REG BUCK ADJ 10A 34PQFN
TPSM846C23MOLR
Texas Instruments
DC DC CONVERTER 0.35-2V
TPSMC27CA
Littelfuse Inc.
TVS DIODE 23.1VWM 37.5VC DO214AB
AD7945ARS-B
Analog Devices Inc.
IC DAC 12BIT A-OUT 20SSOP
VE-252-EW
Vicor Corporation
DC DC CONVERTER 15V 100W
GCM0335C1E101JD03D
Murata Electronics
CAP CER 100PF 25V C0G/NP0 0201
UMH1NTN
Rohm Semiconductor
TRANS 2NPN PREBIAS 0.15W UMT6
12105A222KAT4A
KYOCERA AVX
CAP CER 2200PF 50V NP0 1210
TPS2068DGNRG4
Texas Instruments
IC PWR SWITCH N-CHAN 1:1 8MSOP
UP4B-220-R
Eaton - Electronics Division
FIXED IND 22UH 4.5A 34 MOHM SMD
GRM0225C1E4R1CDAEL
Murata Electronics
CAP CER 4.1PF 25V C0G/NP0 01005
INA240A4PWR
Texas Instruments
IC CURR SENSE 1 CIRCUIT 8TSSOP -

BQ51021YFPT
Texas Instruments
IC WIRELESS PWR RCVR 42DSBGA
CD54NP-181KC
Sumida America Components Inc.
FIXED IND 180UH 380MA 1.38OHM SM
MWI50-12E7
IXYS
IGBT MODULE 1200V 90A 350W E2
VI-A33-IQ
Vicor Corporation
VI-A33-IQ 48V/400W IAM
FAN1581DX
Fairchild Semiconductor
IC REG LINEAR POS ADJ 5A TO252-5
PI74VCX16245AE
Diodes Incorporated
IC TXRX NON-INVERT 3.6V 48TSSOP
TPS73250DBVT
Texas Instruments
IC REG LINEAR 5V 250MA SOT23-5
M74HC4053TTR
STMicroelectronics
IC SWITCH SPDTX3 100OHM 16TSSOP
P6KE7.5A-E3/54
Vishay General Semiconductor - Diodes Division
TVS DIODE 6.4VWM 11.3VC DO204AC
OP213FSZ-REEL7
Analog Devices Inc.
IC OPAMP GP 2 CIRCUIT 8SOIC
RT9058-60GVL
Richtek USA Inc.
IC REG LINEAR 6V 100MA SOT23-3L
C0603C0G1E110G030BG
TDK Corporation
CAP CER 11PF 25V C0G 0201
LE58QL022BVC
Microchip Technology
IC TELECOM INTERFACE PQT44
74HC14DTR2G
onsemi
IC INVERTER 6CH 1-INP 14TSSOP
BAS40-06
Diotec Semiconductor
SCHOTTKY SOT-23 40V 0.2A
CY22800KFXC
Infineon Technologies
IC CLOCK GENERATOR 8SOIC
ICS501M
Renesas Electronics America Inc
IC CLOCK GENERATOR 8SOIC
170M3740
Eaton - Bussmann Electrical Division
FUSE SQUARE 80A 1.3KVAC RECT -

MC56F8035VLDR
NXP USA Inc.
IC MCU 16BIT 64KB FLASH 44LQFP
DS90LV004TVS
Texas Instruments
IC REDRIVER LVDS 4CH 48TQFP
1N5230B
Fairchild Semiconductor
ZENER DIODE, 4.7V, 5%, 0.5W, UNI
5300H5
Visual Communications Company - VCC
LED GREEN T1-3/4 RT ANG PCB
LPC5506JHI48EL
NXP USA Inc.
HIGH EFFICIENT ARM CORTEX-M33-BA
UNR921MJ0L
Panasonic Electronic Components
TRANS PREBIAS NPN 125MW SSMINI3
TMCMA0G476MTRF
Vishay Sprague
CAP TANT 47UF 20% 4V 1206
CC1812JKNPOCBN681
YAGEO
CAP CER 680PF 1KV C0G/NPO 1812
GMK325F106ZH-T
Taiyo Yuden
CAP CER 10UF 35V Y5V 1210
G3VM-21ER
Omron Electronics Inc-EMC Div
SSR RELAY SPST-NO 4A 0-20V
CL03C130JA3GNNH
Samsung Electro-Mechanics
CAP CER 13PF 25V NP0 0201
C3216JB2J153M130AA
TDK Corporation
CAP CER 0.015UF 630V JB 1206
DMN2050L-7
Diodes Incorporated
MOSFET N-CH 20V 5.9A SOT23-3
CC1206MKX5R5BB107
YAGEO
CAP CER 100UF 6.3V X5R 1206
EPM7160EQC160-10
Intel
IC CPLD 160MC 10NS 160QFP
AD9240AS
Analog Devices Inc.
IC ADC 14BIT PIPELINED 44MQFP
HMC698LP5ETR
Analog Devices Inc.
IC SYNTHESIZER 7GHZ INT-N 32-QFN
HCPL-4504-500E
Broadcom Limited
OPTOISO 3.75KV TRANSISTOR 8DIPGW